




3D inprimatzeko SLM prototipoaren prozesuan, metal-hautsa laserren beroarekin urtzen da, eta prototipoa hoztu eta izoztu ondoren egingo da. 500 watteko zuntz optikoarekin, kolimazio sistemarekin eta doitasun handiko eskanerrekin hornituta, fakula zehatza eta kalitate optikoa lor daitezke. Hori dela eta, 3D inprimatzeko SLM prototipoa SLS baino zehatzagoa da. Desberdintasun bakarra da materialak titaniozko aleazioa, altzairu herdoilgaitza, aluminiozko aleazioa, kobalto-kromo aleazioa edo altzairua direla, beraz, prezioa handiagoa da.
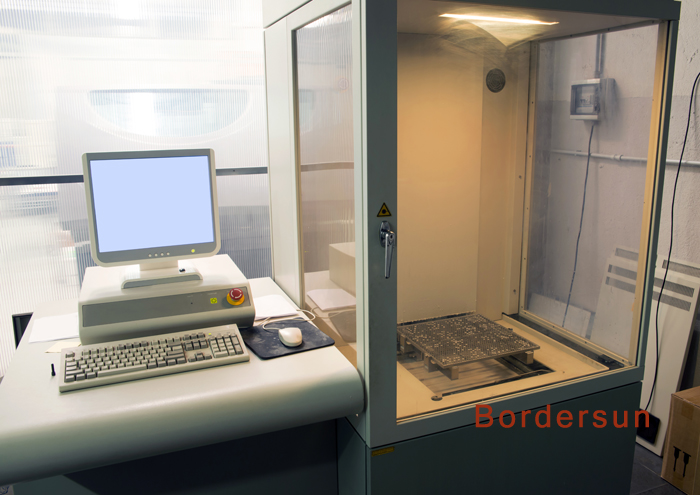
3D inprimaketa SLM prototipoa
3D inprimatzeko SLM prototipoaren prozesuan, metal-hautsa laserren beroarekin urtzen da, eta prototipoa hoztu eta izoztu ondoren egingo da. 500 watteko zuntz optikoarekin, kolimazio sistemarekin eta doitasun handiko eskanerrekin hornituta, fakula zehatza eta kalitate optikoa lor daitezke. Hori dela eta, 3D inprimatzeko SLM prototipoa SLS baino zehatzagoa da. Desberdintasun bakarra da materialak titaniozko aleazioa, altzairu herdoilgaitza, aluminiozko aleazioa, kobalto-kromo aleazioa edo altzairua direla, beraz, prezioa handiagoa da.
3D inprimatzeko SLM prototipoaren errendimendu mekanikoa ohiko teknologiarekin alderatuta dago. Aplikatzeko materiala gero eta handiagoa da. Prototipoko pieza guztiak solda daitezke. Metal hautsaren eta airearen arteko oxidazioa saihesteko, prototipoa gas geldoan egin behar da (oxigenorik gabeko ingurunea).

3D inprimatzeko SLM prototipoa urtutako metal hautsarekin egina dago, geruzaz geruza. Plataforma metala urtu ondoren jaisten da, eta hauts gehiagok estaliko du plataforma. SLM (Selective Laser Melting) printzipioa laser metalezko hautsaren gainean igortzen da energia-dentsitate garrantzitsuarekin, hautsa galdaketa eremuan urtuz. Energia-dentsitatea eskaneatzeko abiadura, distantzia eta laserren potentziarekin erlazionatzen da. Laserraren energiak beroaren eraginpeko zona bat osatuko du, urtutako igerilekua izenekoa. Urtutako igerilekuak inguruko hautsaren prototipoaren soldadura-efektuari eragingo dio.






